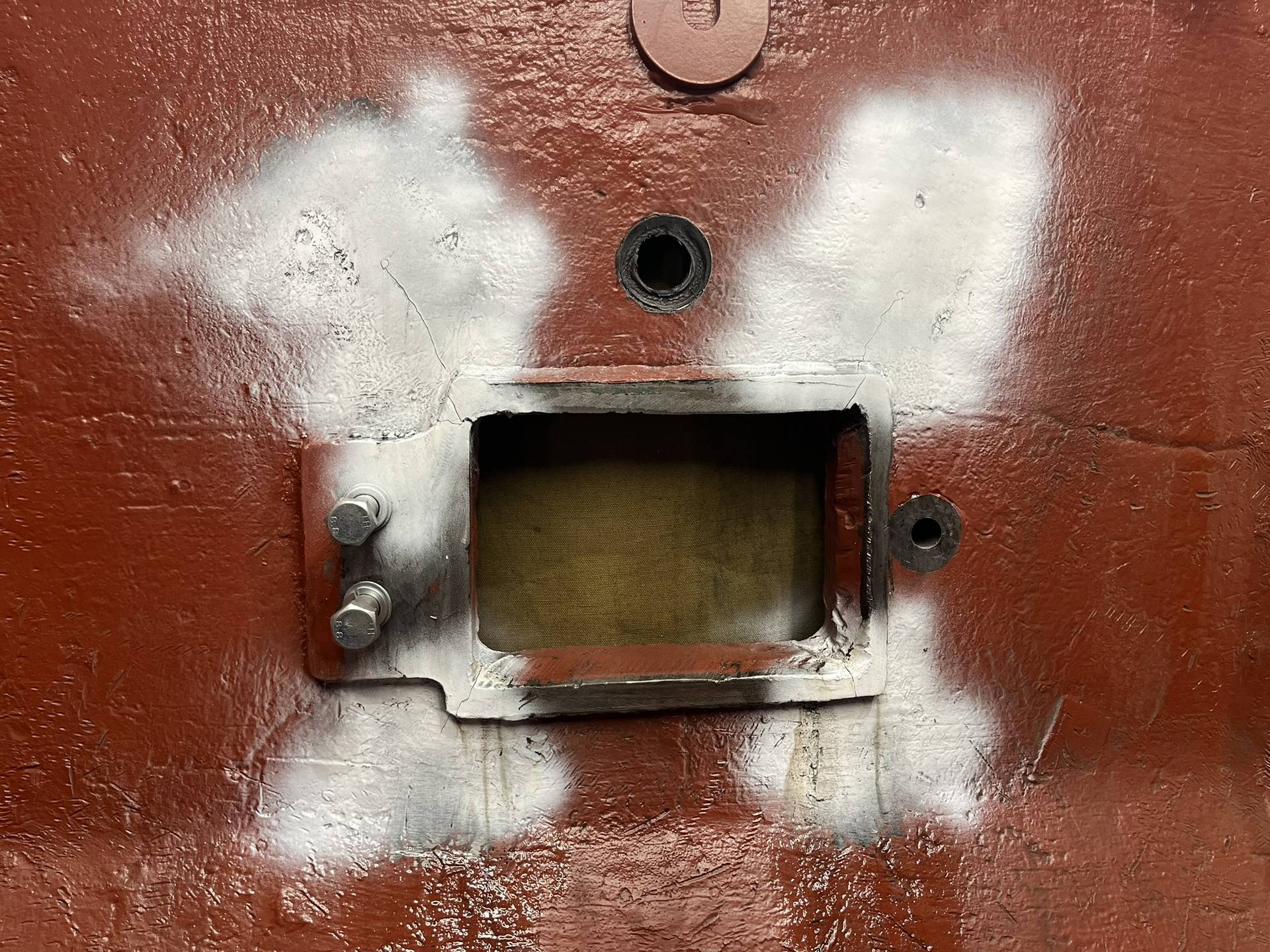
Repair of a cracked casting weighing 22 tons, made of high-carbon steel. The cracked wall was 80 mm thick. The repair involved gouging out the crack and performing a full-penetration weld using flux-cored wire with a rutile core. Preheating was done using resistance pads and a Weldotherm unit. The process included controlled preheating, maintaining temperature during welding, post-heating, and slow cooling, which were all monitored with thermocouples.