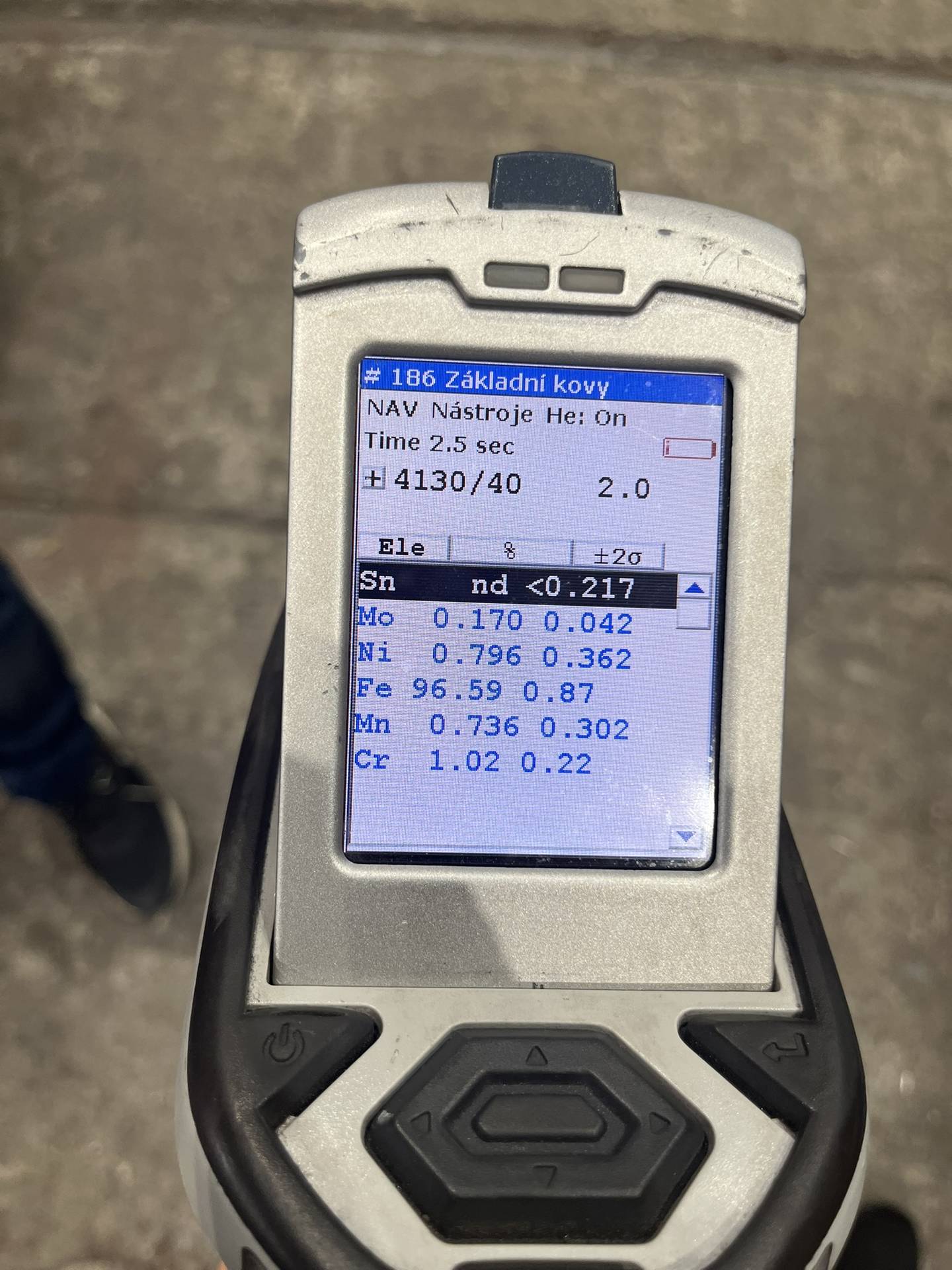
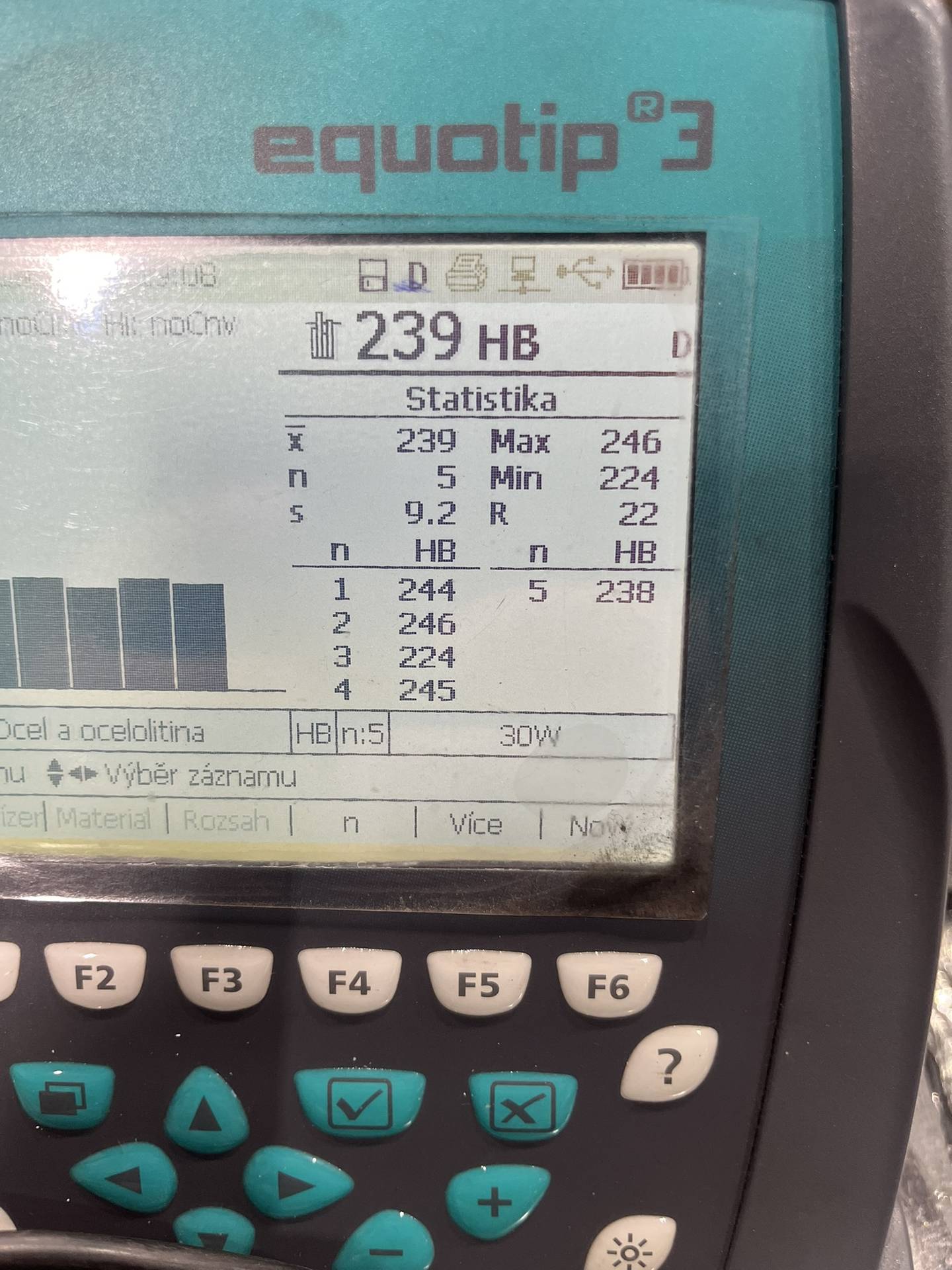
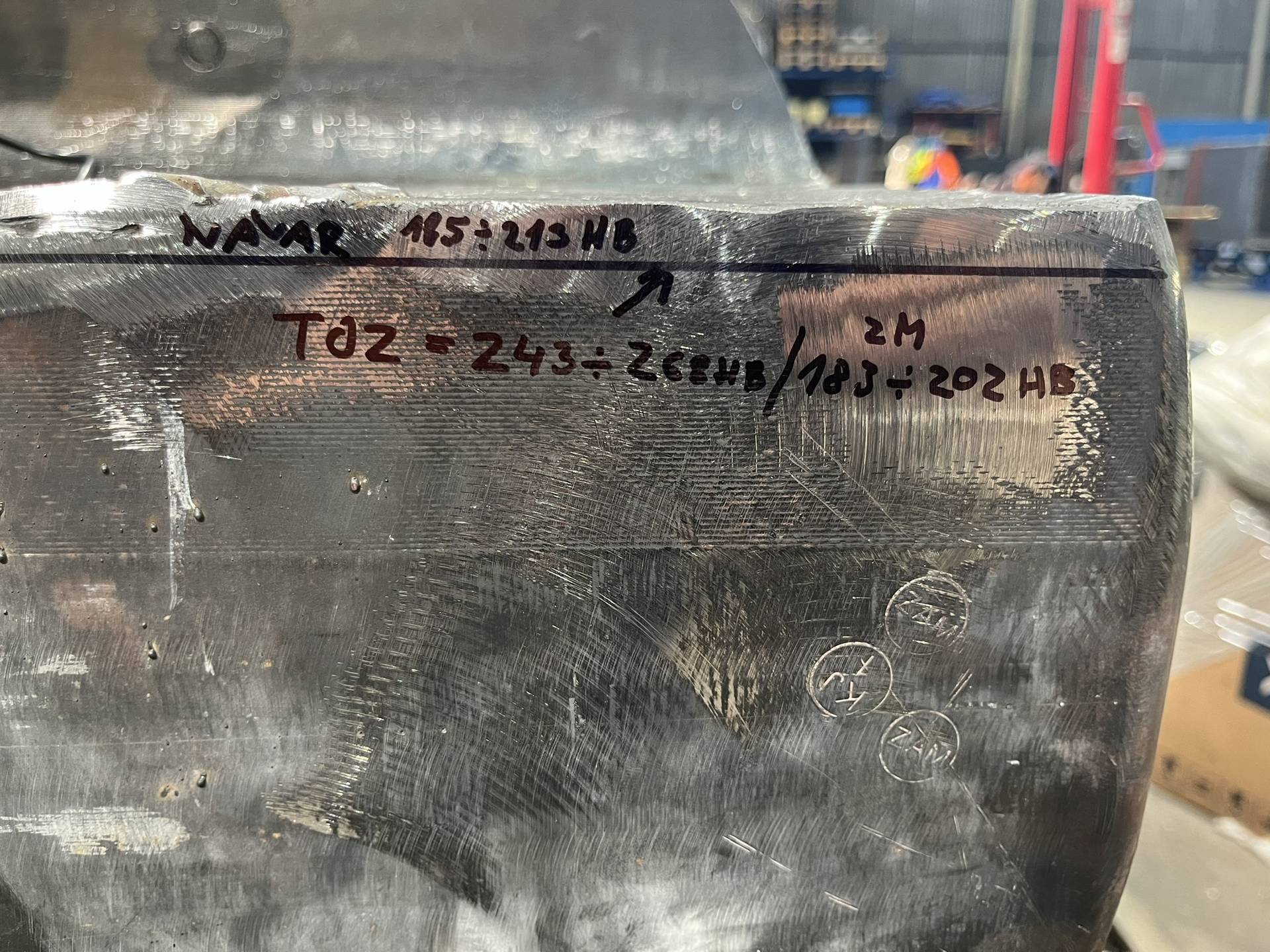
Auftrag von fehlendem Material auf ein Schaufelblatt aus dem Werkstoff 42CrMo4 (0,42%C) mittels Schweißauftrag, mit Vorwärmung durch Widerstandsheizmatten und einer Weldotherm-Einheit. Das verwendete Zusatzmaterial basierte auf 1% Chrom und 0,5% Molybdän. Der Härteunterschied zwischen Grundmaterial und Auftrag lag innerhalb von 11HB. Die Wärmebeeinflusste Zone (HAZ) wies eine Härte von 257 HB auf.
Bei falsch gewählter Vorwärmung hätte die Gefahr einer Härtung der Zone unterhalb der Schweißung bis zu 62 HRC bestanden.
In diesem Fall verlief alles einwandfrei.